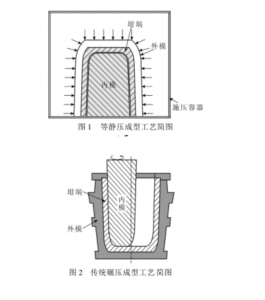
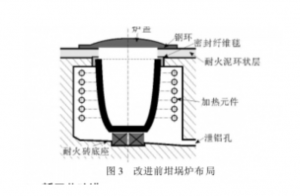
Die Produktion von Graphittiegeln hat sich mit der Einführung der isostatischen Presstechnologie deutlich weiterentwickelt und gilt weltweit als fortschrittlichste Technik. Im Vergleich zu herkömmlichen Stampfverfahren führt das isostatische Pressen zu Tiegeln mit gleichmäßiger Textur, höherer Dichte, Energieeffizienz und überlegener Oxidationsbeständigkeit. Die Anwendung von hohem Druck während des Formens verbessert die Textur des Tiegels deutlich, reduziert die Porosität und erhöht somit die Wärmeleitfähigkeit und Korrosionsbeständigkeit (siehe Abbildung 1). In einer isostatischen Umgebung erfährt jeder Teil des Tiegels einen gleichmäßigen Formdruck, wodurch durchgehend gleichbleibendes Material gewährleistet wird. Dieses Verfahren, wie in Abbildung 2 dargestellt, übertrifft das traditionelle Stampfverfahren und führt zu einer deutlichen Verbesserung der Tiegelleistung.
1. Problemstellung
Ein Problem ergibt sich im Zusammenhang mit einem Tiegelofen mit Isolierdraht aus Aluminiumlegierung und gestampften Graphittiegeln mit einer Lebensdauer von etwa 45 Tagen. Bereits nach 20 Tagen Einsatz ist ein deutlicher Rückgang der Wärmeleitfähigkeit zu beobachten, begleitet von Mikrorissen an der Tiegelaußenfläche. In späteren Nutzungsphasen ist ein starker Abfall der Wärmeleitfähigkeit zu beobachten, wodurch der Tiegel nahezu nicht mehr leitfähig ist. Darüber hinaus bilden sich zahlreiche Oberflächenrisse und die Oberseite des Tiegels verfärbt sich durch Oxidation.
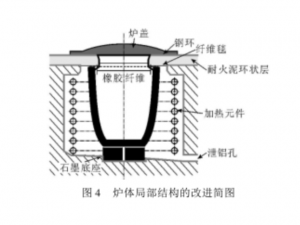
Bei der Inspektion des Tiegelofens (siehe Abbildung 3) fällt auf, dass der Boden aus gestapelten feuerfesten Steinen besteht. Das unterste Heizelement des Widerstandsdrahtes befindet sich 100 mm über dem Boden. Der Tiegeldeckel ist mit Asbestfasermatten abgedichtet, die etwa 50 mm vom äußeren Rand entfernt angebracht sind. An der Innenkante des Tiegeldeckels sind deutliche Abriebspuren zu erkennen.
2. Neue technologische Verbesserungen
Verbesserung 1: Einsatz eines Graphittiegels aus isostatisch gepresstem Ton (mit oxidationsbeständiger Glasur bei niedrigen Temperaturen)
Die Verwendung dieses Tiegels verbessert seine Anwendung in Aluminiumlegierungs-Isolieröfen erheblich, insbesondere hinsichtlich der Oxidationsbeständigkeit. Graphittiegel oxidieren typischerweise bei Temperaturen über 400 °C, während die Isolationstemperatur von Aluminiumlegierungsöfen zwischen 650 und 700 °C liegt. Tiegel mit oxidationsbeständiger Glasur bei niedrigen Temperaturen können den Oxidationsprozess bei Temperaturen über 600 °C effektiv verlangsamen und so eine dauerhaft hervorragende Wärmeleitfähigkeit gewährleisten. Gleichzeitig wird ein Festigkeitsverlust durch Oxidation verhindert, was die Lebensdauer des Tiegels verlängert.
Verbesserung 2: Ofenboden aus Graphit aus dem gleichen Material wie der Tiegel
Wie in Abbildung 4 dargestellt, gewährleistet die Verwendung eines Graphitbodens aus dem gleichen Material wie der Tiegel eine gleichmäßige Erwärmung des Tiegelbodens während des Heizvorgangs. Dies mildert Temperaturgradienten durch ungleichmäßige Erwärmung und reduziert die Rissbildung durch ungleichmäßige Bodenerwärmung. Der spezielle Graphitboden gewährleistet zudem eine stabile Halterung des Tiegels, indem er sich an dessen Boden anpasst und spannungsbedingte Brüche minimiert.
Verbesserung 3: Lokale strukturelle Verbesserungen des Ofens (Abbildung 4)
- Verbesserte Innenkante der Ofenabdeckung, die den Verschleiß an der Oberseite des Tiegels wirksam verhindert und die Ofenabdichtung deutlich verbessert.
- Stellen Sie sicher, dass der Widerstandsdraht auf gleicher Höhe mit dem Tiegelboden ist, um eine ausreichende Bodenheizung zu gewährleisten.
- Minimieren Sie den Einfluss der oberen Faserdeckendichtungen auf die Tiegelerhitzung, gewährleisten Sie eine ausreichende Erwärmung an der Oberseite des Tiegels und verringern Sie die Auswirkungen der Niedertemperaturoxidation.
Verbesserung 4: Verfeinerung der Crucible-Nutzungsprozesse
Vor Gebrauch den Tiegel 1–2 Stunden im Ofen bei Temperaturen unter 200 °C vorheizen, um Feuchtigkeit zu entfernen. Nach dem Vorheizen die Temperatur schnell auf 850–900 °C erhöhen und die Verweilzeit zwischen 300 und 600 °C minimieren, um die Oxidation in diesem Temperaturbereich zu reduzieren. Anschließend die Temperatur auf die Arbeitstemperatur senken und für den Normalbetrieb flüssiges Aluminiummaterial einfüllen.
Aufgrund der korrosiven Wirkung von Läutermitteln auf Tiegel sind die korrekten Gebrauchsanweisungen zu beachten. Regelmäßiges Entfernen der Schlacke ist unerlässlich und sollte bei heißem Tiegel erfolgen, da die Reinigung sonst schwierig wird. In späteren Nutzungsphasen ist eine sorgfältige Beobachtung der Wärmeleitfähigkeit des Tiegels und der Alterungserscheinungen an den Tiegelwänden entscheidend. Um unnötigen Energieverlust und das Austreten von Aluminiumflüssigkeit zu vermeiden, sollte rechtzeitig ein Austausch erfolgen.
3. Verbesserungsergebnisse
Bemerkenswert ist die verlängerte Lebensdauer des verbesserten Tiegels. Die Wärmeleitfähigkeit bleibt über längere Zeit erhalten, ohne dass Oberflächenrisse beobachtet wurden. Anwenderfeedback deutet auf eine verbesserte Leistung hin, die nicht nur die Produktionskosten senkt, sondern auch die Produktionseffizienz deutlich steigert.
4. Fazit
- Isostatisch gepresste Graphittiegel aus Ton übertreffen herkömmliche Tiegel in ihrer Leistung.
- Für eine optimale Leistung sollte die Ofenstruktur der Größe und Struktur des Tiegels entsprechen.
- Durch die ordnungsgemäße Verwendung des Tiegels wird seine Lebensdauer erheblich verlängert und die Produktionskosten werden effektiv gesenkt.
Durch sorgfältige Forschung und Optimierung der Tiegelofentechnologie tragen die verbesserte Leistung und Lebensdauer wesentlich zu einer höheren Produktionseffizienz und Kosteneinsparungen bei.
Veröffentlichungszeit: 24. Dezember 2023